Most of the FWF fuel and oil hoses are complete now minus some Adel clamps that still need to be added. I’ve tried to annotate the pictures as much as possible to help show what all the hoses are.
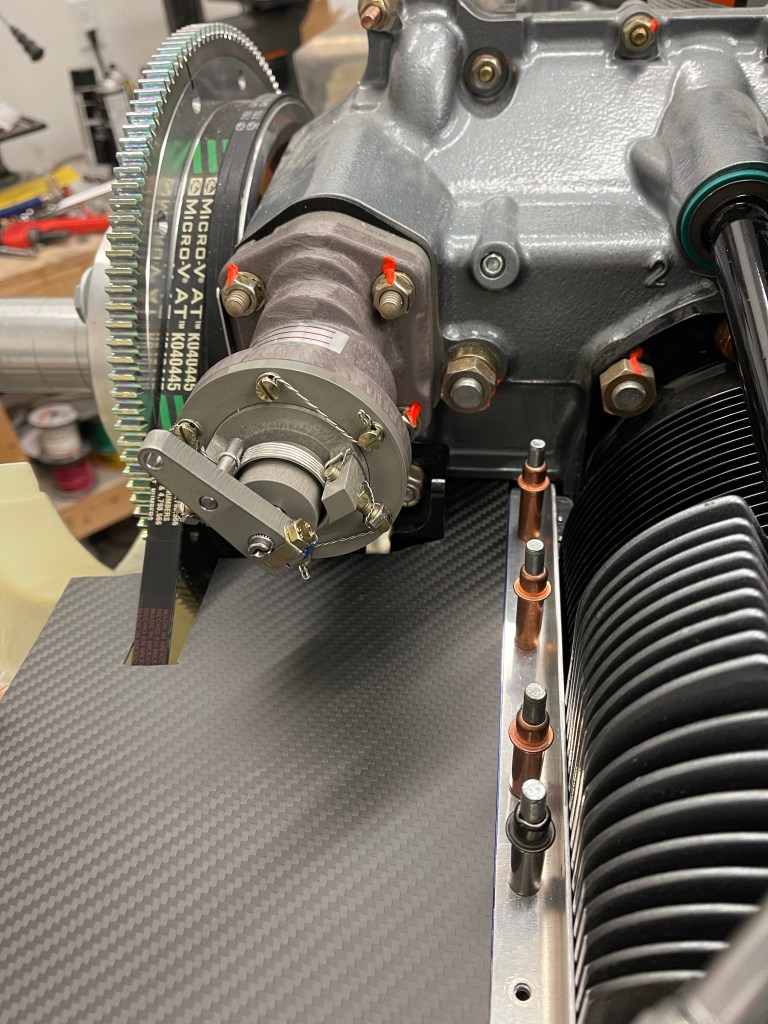
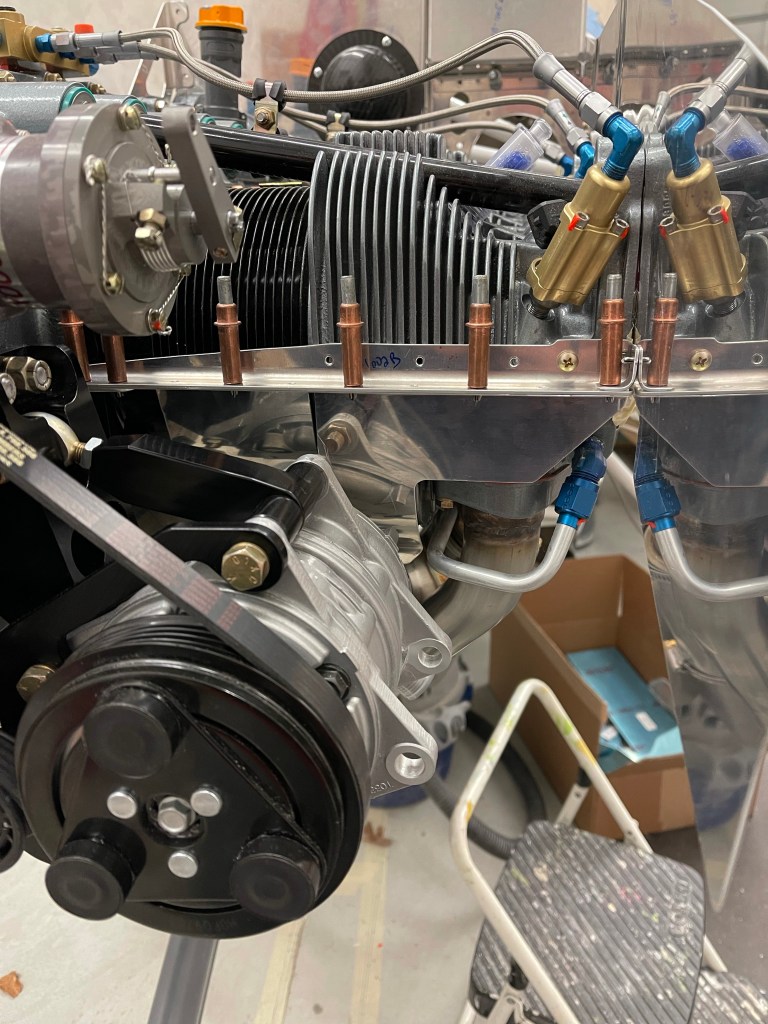
Below you can see the main fuel supply comes out of the firewall bulkhead fitting on the left (pilots) side and attaches to the SDS post filter. In this picture is also one of the two oil cooler lines that connects to the engine.

Below is the closeup of the post filter clamped to the engine mount.

The fuel supply comes out of the post filter and continues on to the fuel rail after it passes through the baffling. Also shown is the fuel pressure line that comes back to a sensor, the other oil cooler line, and the oil pressure line.

A better view of both lines coming out of the oil cooler.

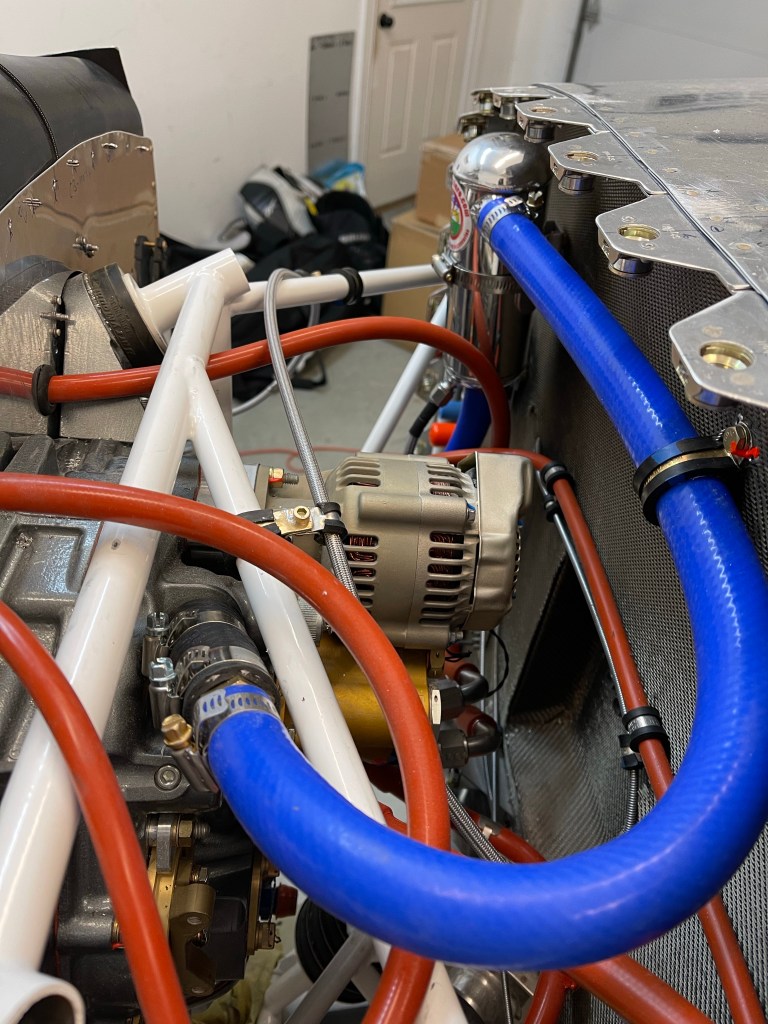
The blue hose is the oil breather line connected to the Air/Oil separator. This configuration will keep oil off the belly of the airplane. I also added an adel clamp on the firewall to hold it midway.
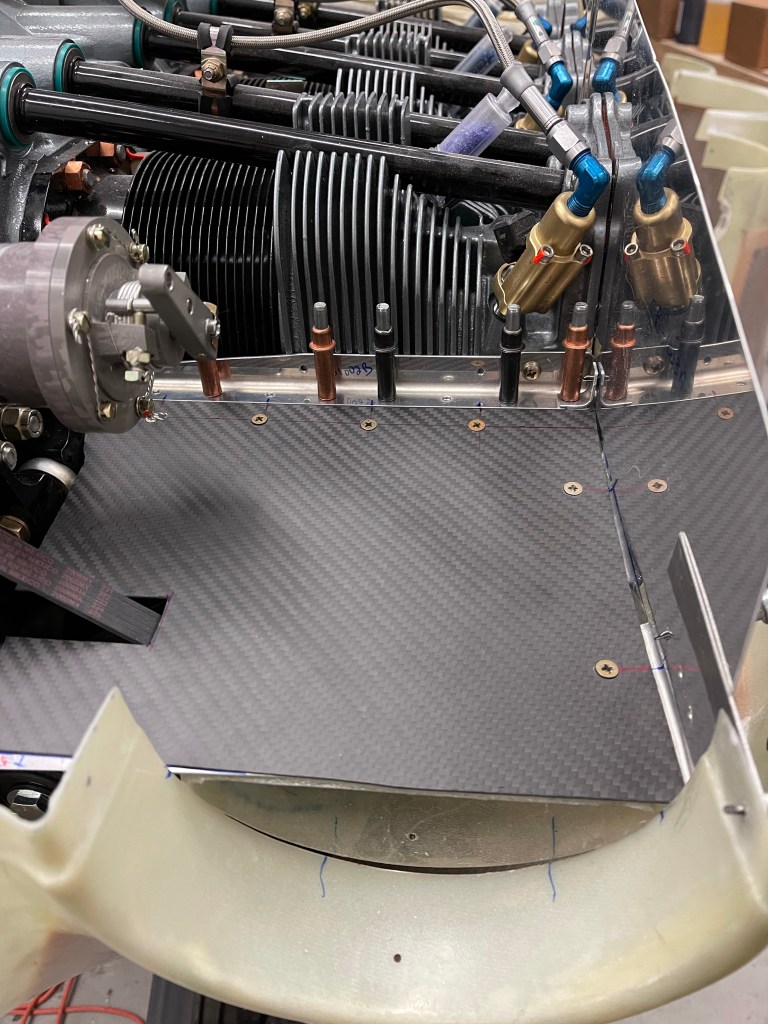
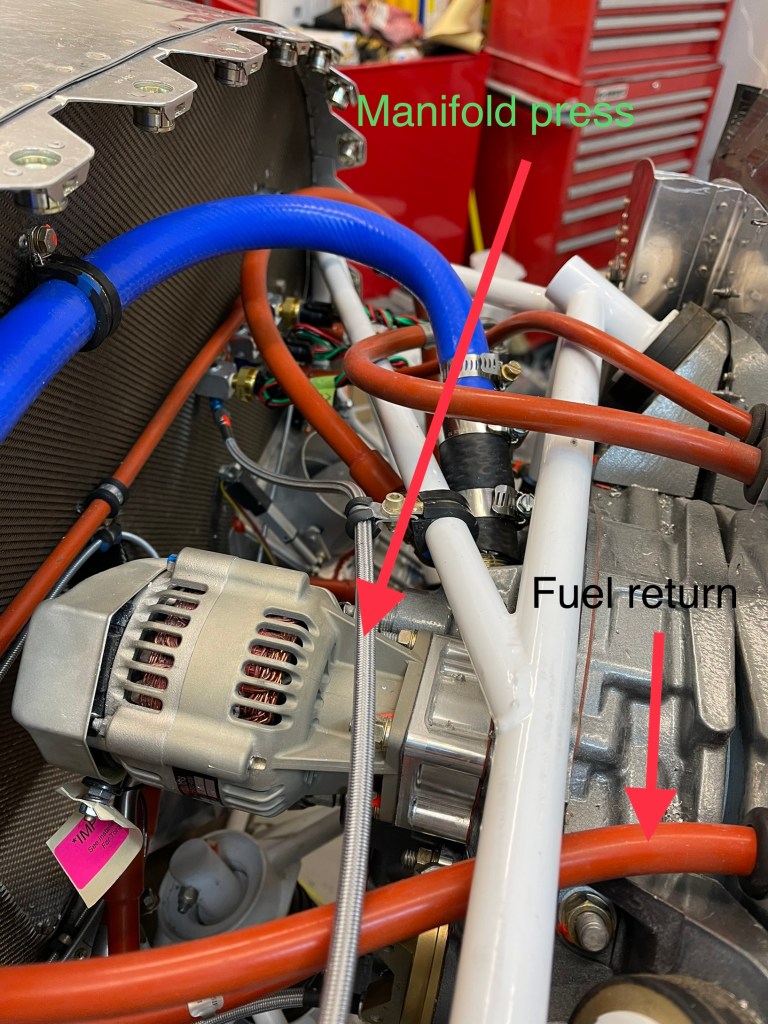
Moving to the other side of the engine, we have the manifold pressure line coming from the sensor on the manifold block. You can also see here the fuel return line coming through the baffling as it makes its way back to the fuel pressure regulator.
One of the add-ons I decided on was a remote oil filter adapter. This will make oil changes much easier with the filter readily accessible and with the filter oriented vertical, all excess oil will be in the filter when you spin it off preventing a mess. This does, however, require 2 additional hoses to get back and forth to the engine as shown here.

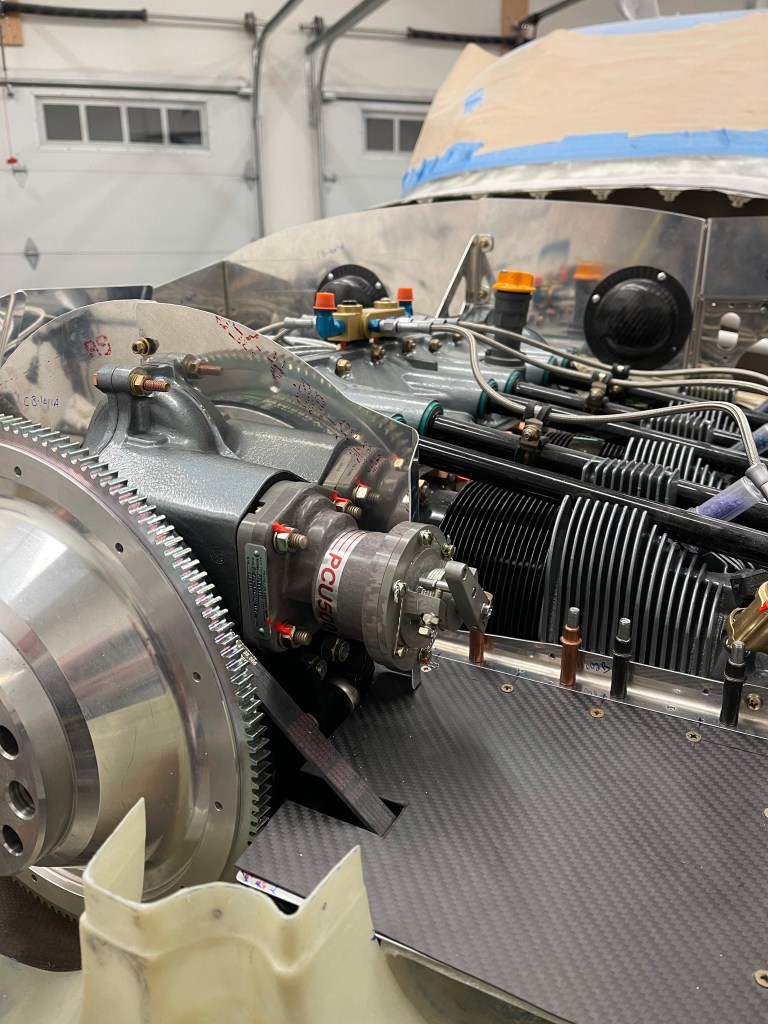
Below you see the Borla pressure regulator for the SDS system mounted to the firewall and taking return fuel (top right) from the engine, and returning it to the firewall mounted bulkhead fitting below the heat box on the right (copilots) side. I still need to attach a manifold line to the center of the regulator.

Looking at the engine side and the fuel block on top of the case.. you can see the supply, return, and pressure lines as they make their way from the rear baffle to the block. There is a T fitting in the supply inlet to provide the pressure back to the sensor.

Each of the cylinder is fed out of the sides of the fuel block like the 3 cylinders shown below.

I also drilled a small hole in the oil filter adapter to attach safety wire to when safetying the oil filter itself.. not done here as the install is all temporary for now.

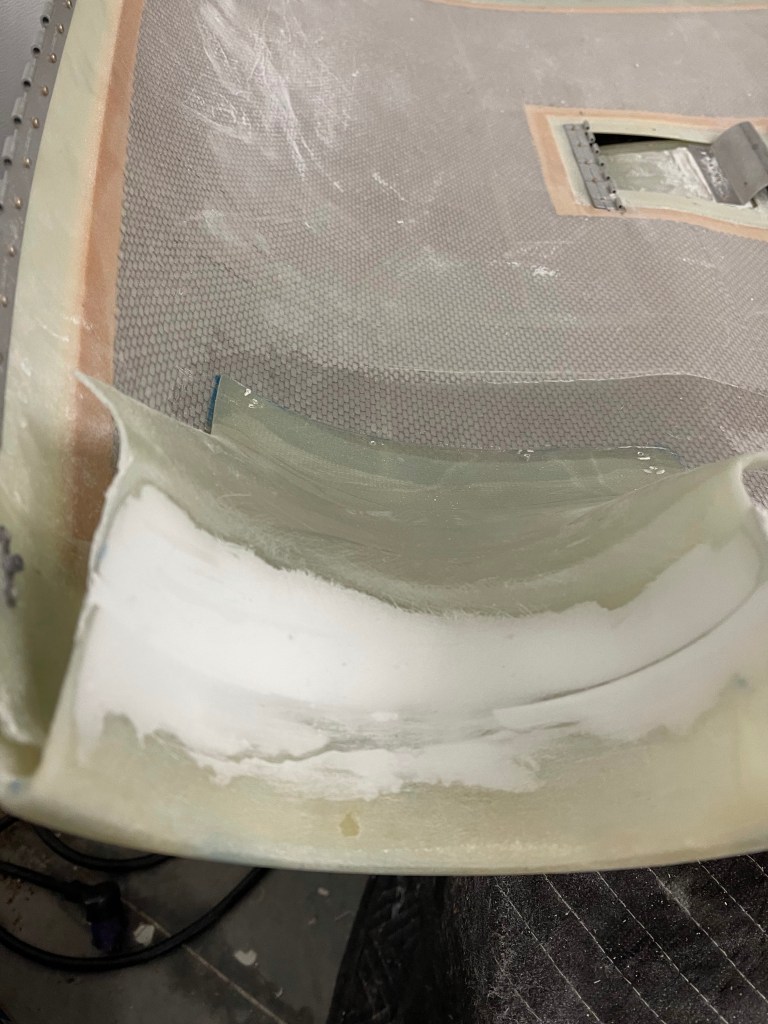
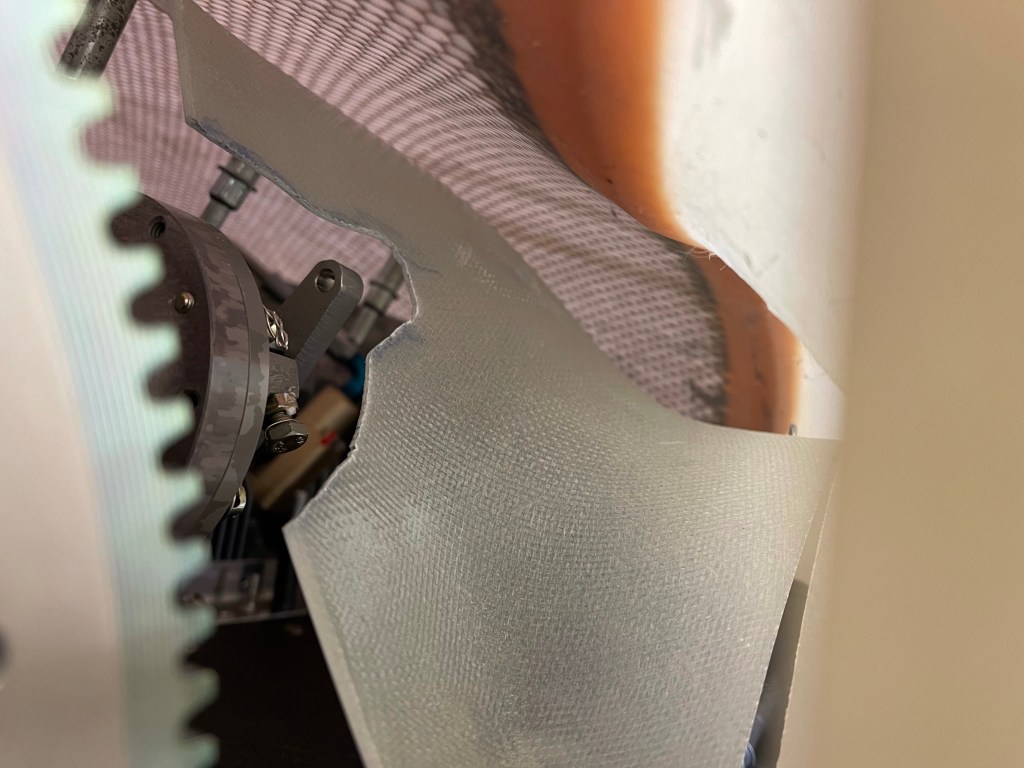
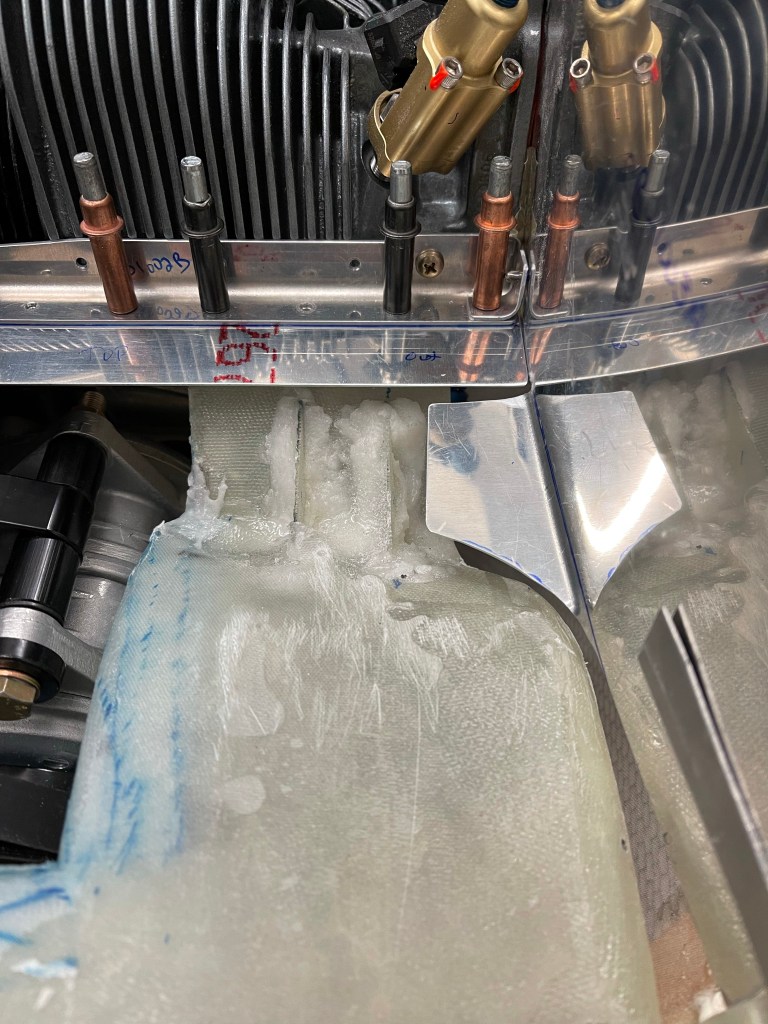
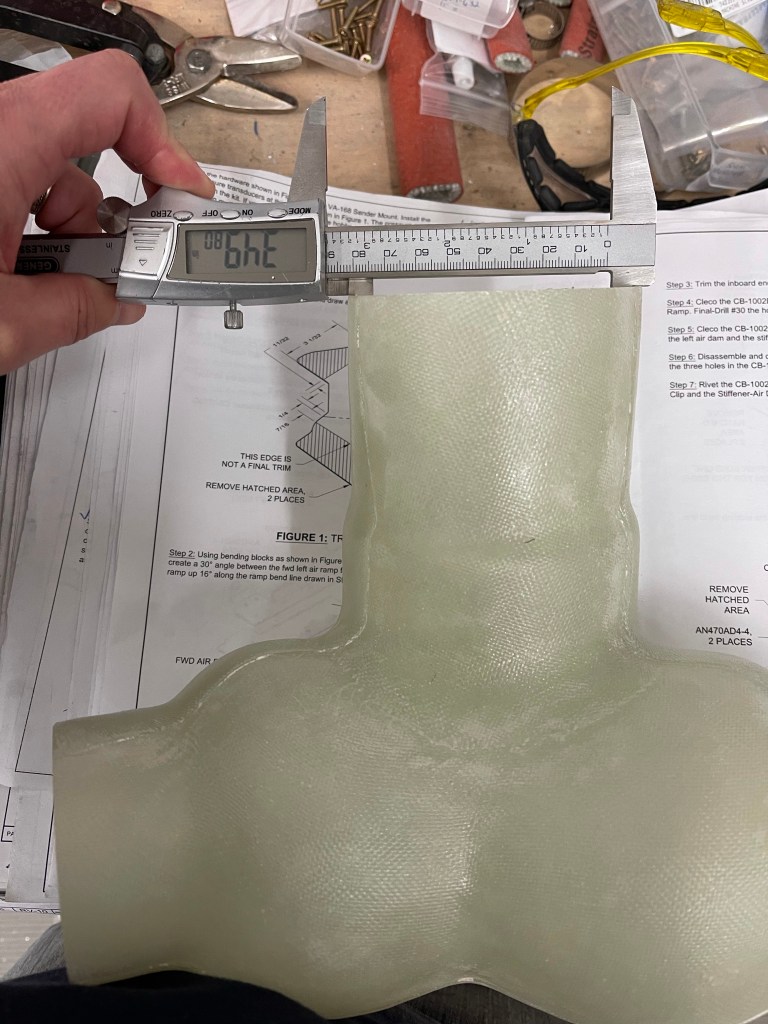
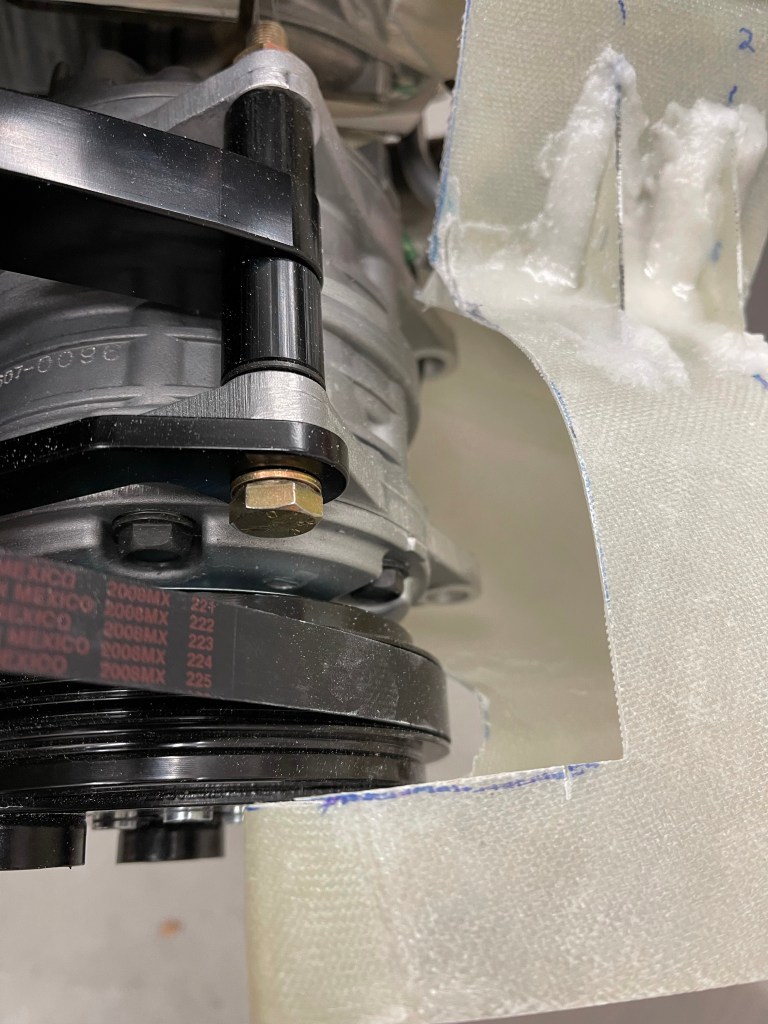
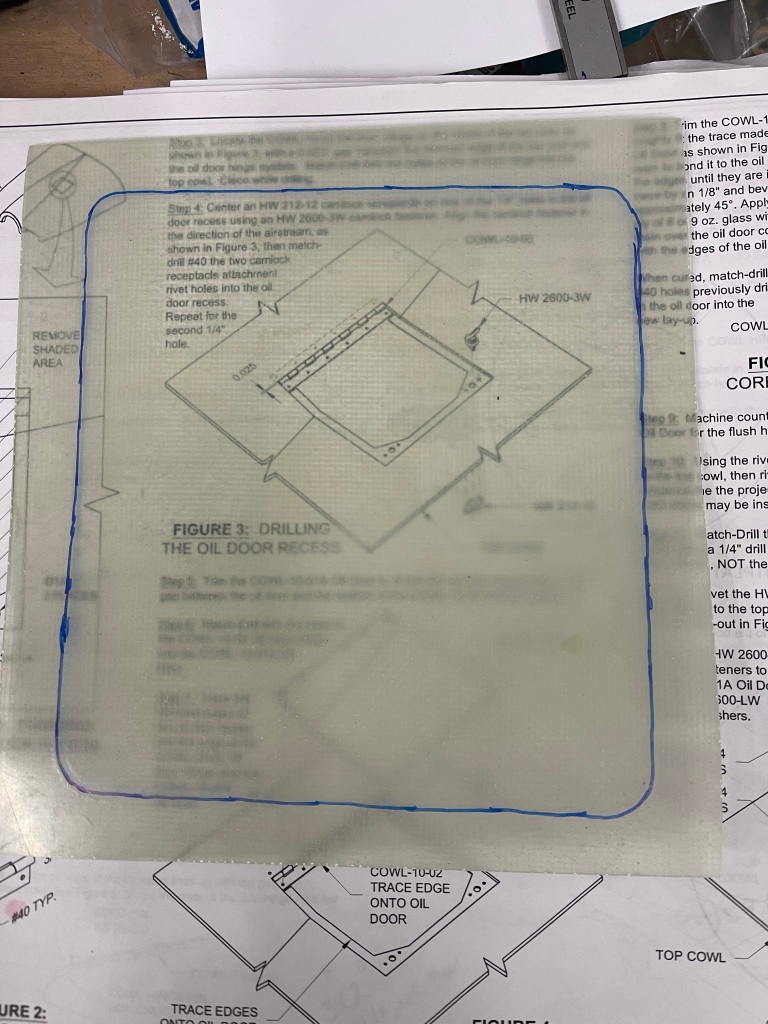
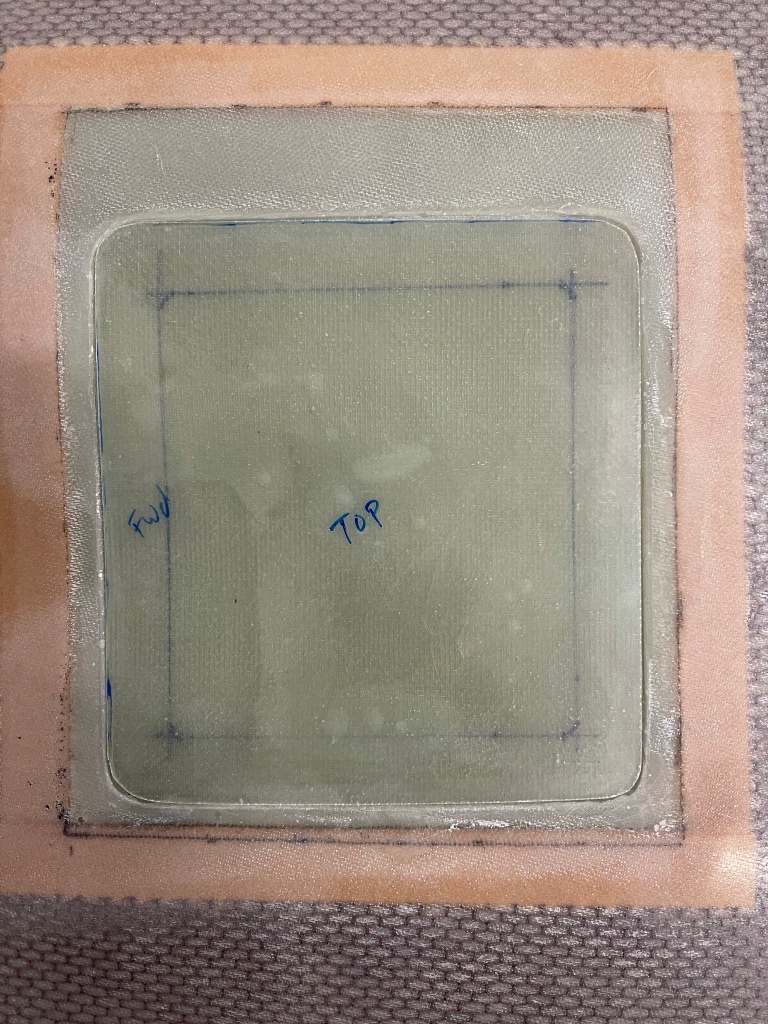
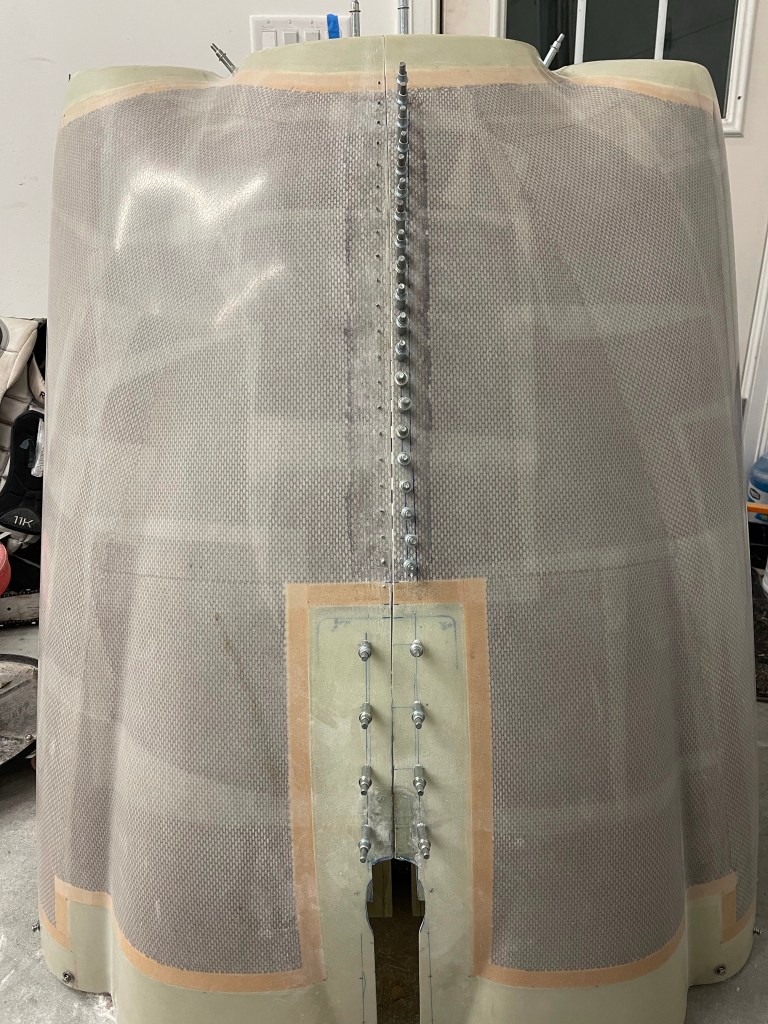
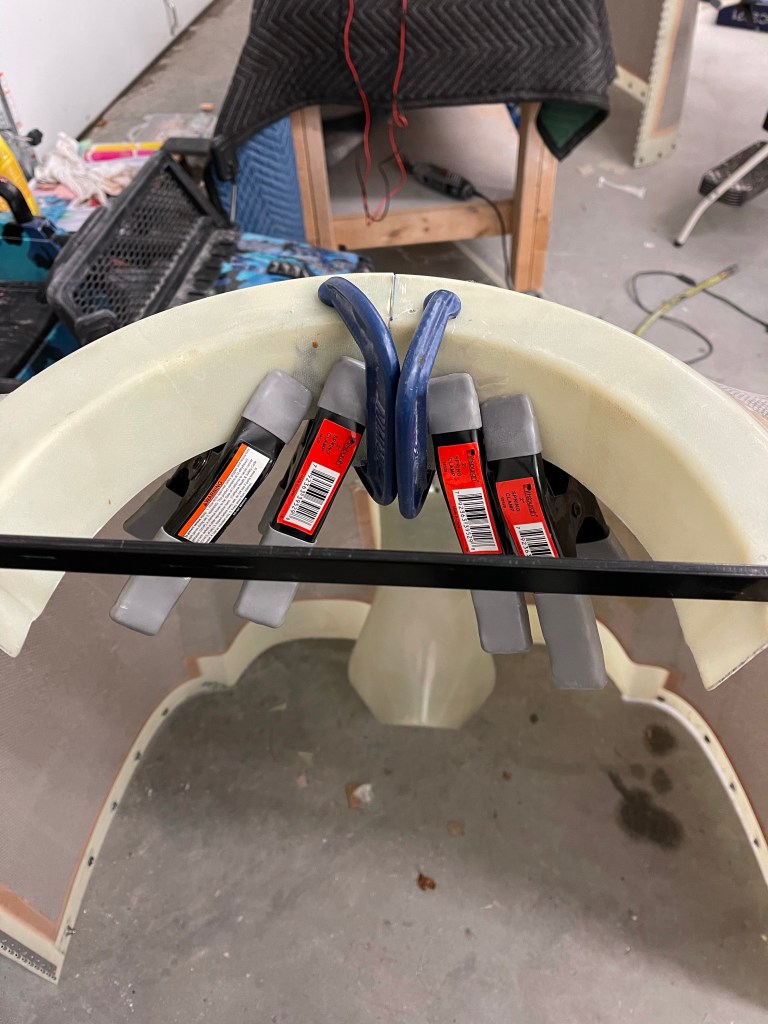
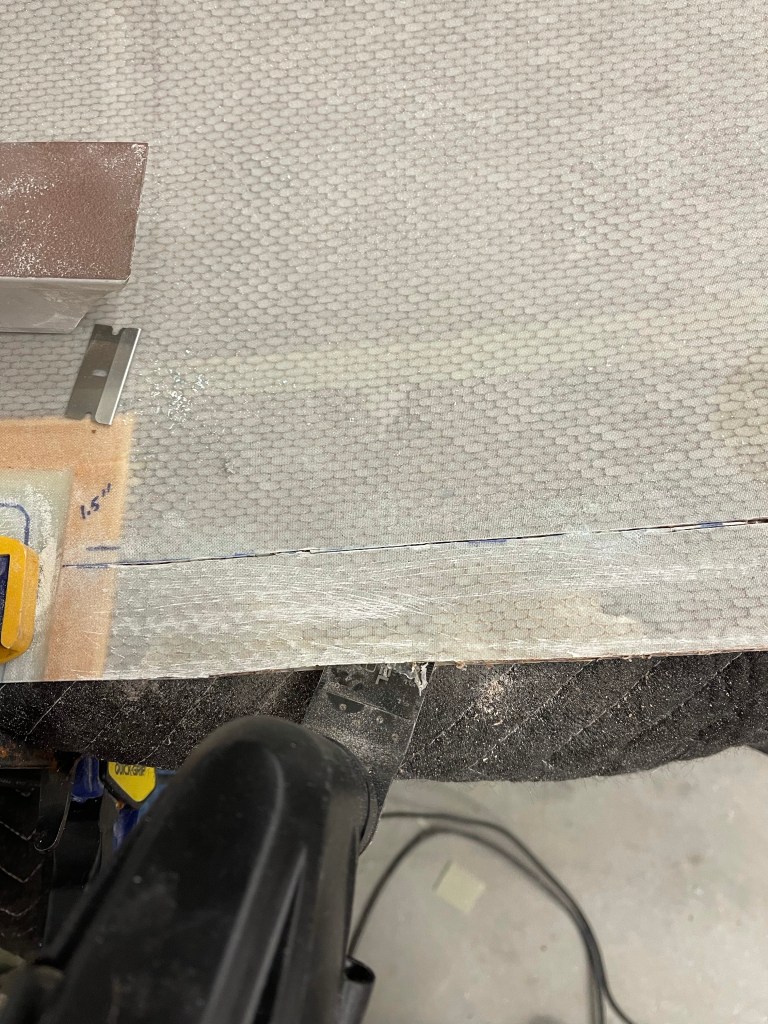
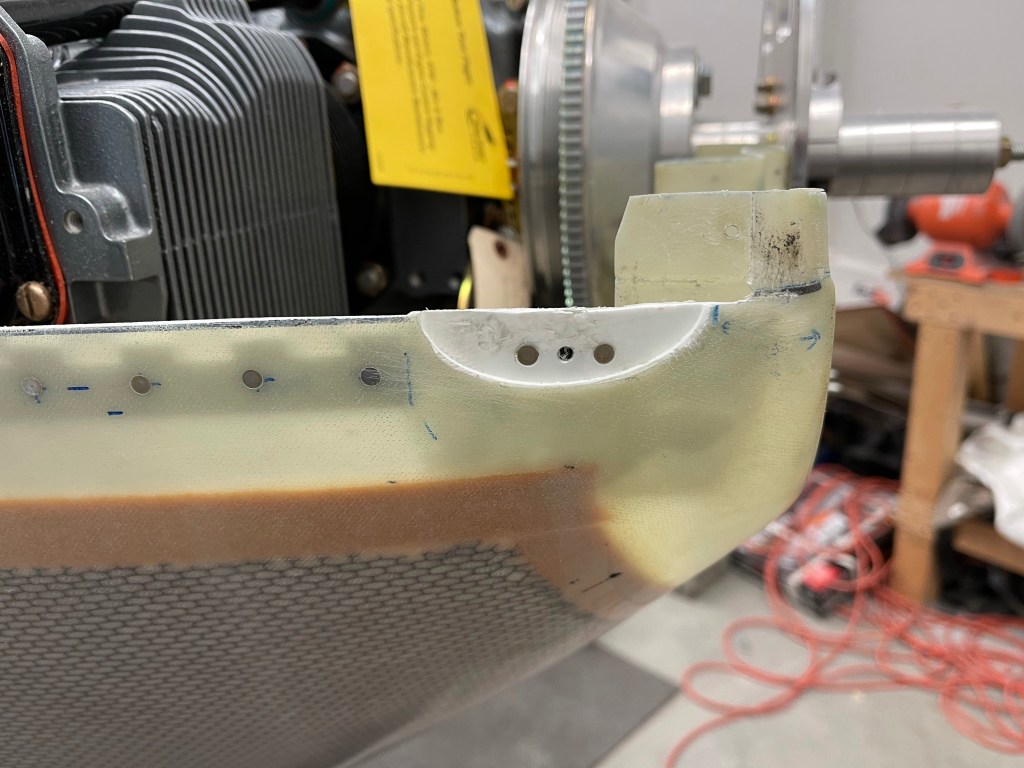
One of the other things I needed to finish up as creating an airfoil of sorts to back up the pin for the hidden oil door. I used some air-drying modeling clay to form the shape that I wanted.


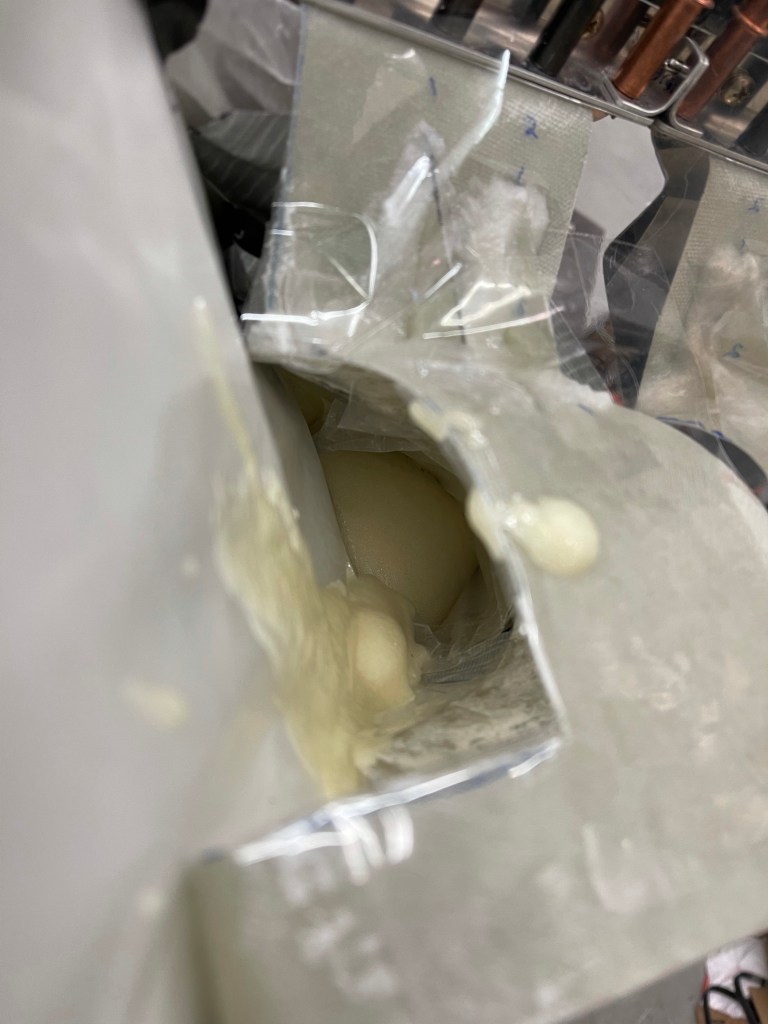
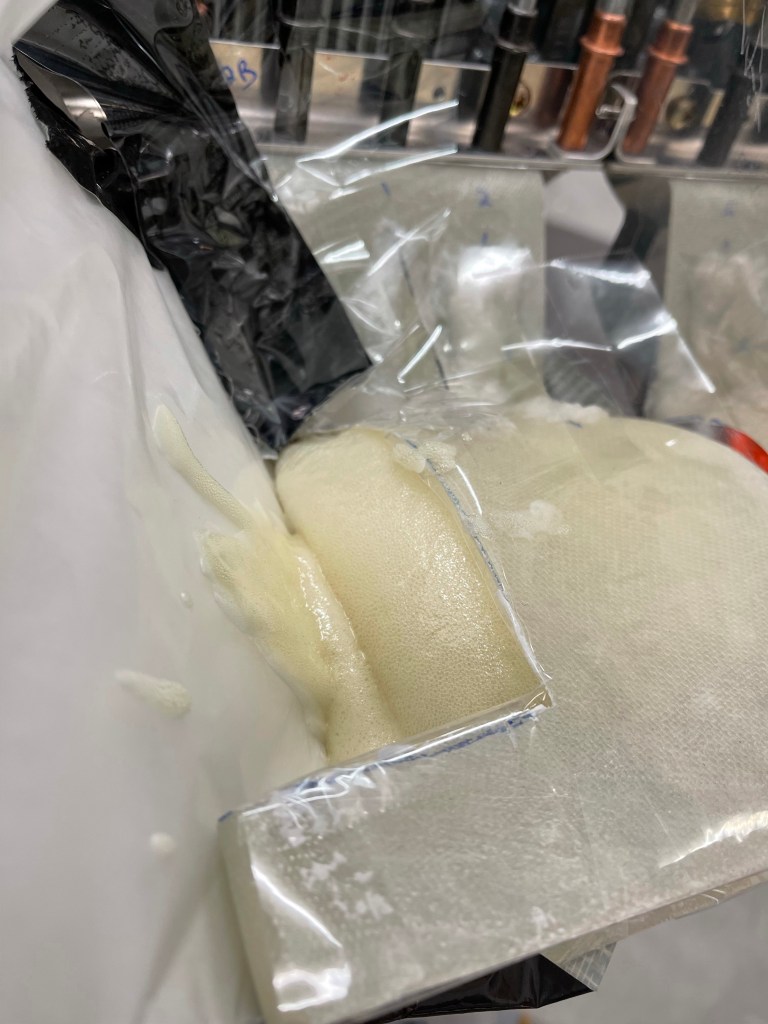
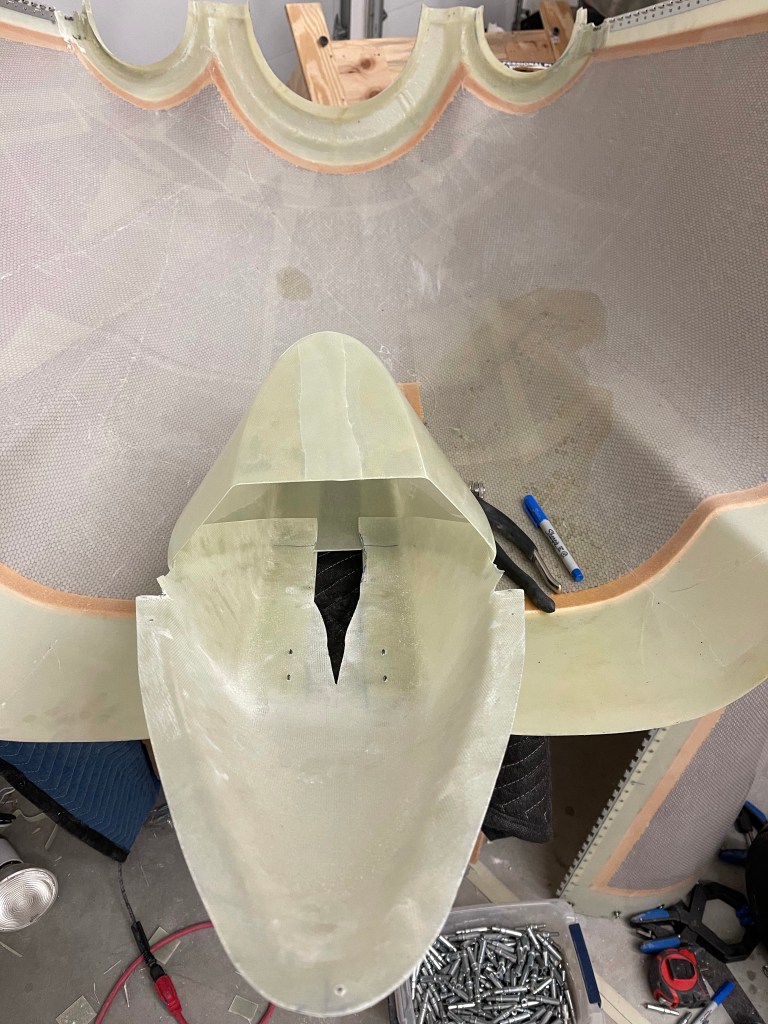
I then laid up a few layers of fiberglass cloth over the clay and allowed it to cure overnight.

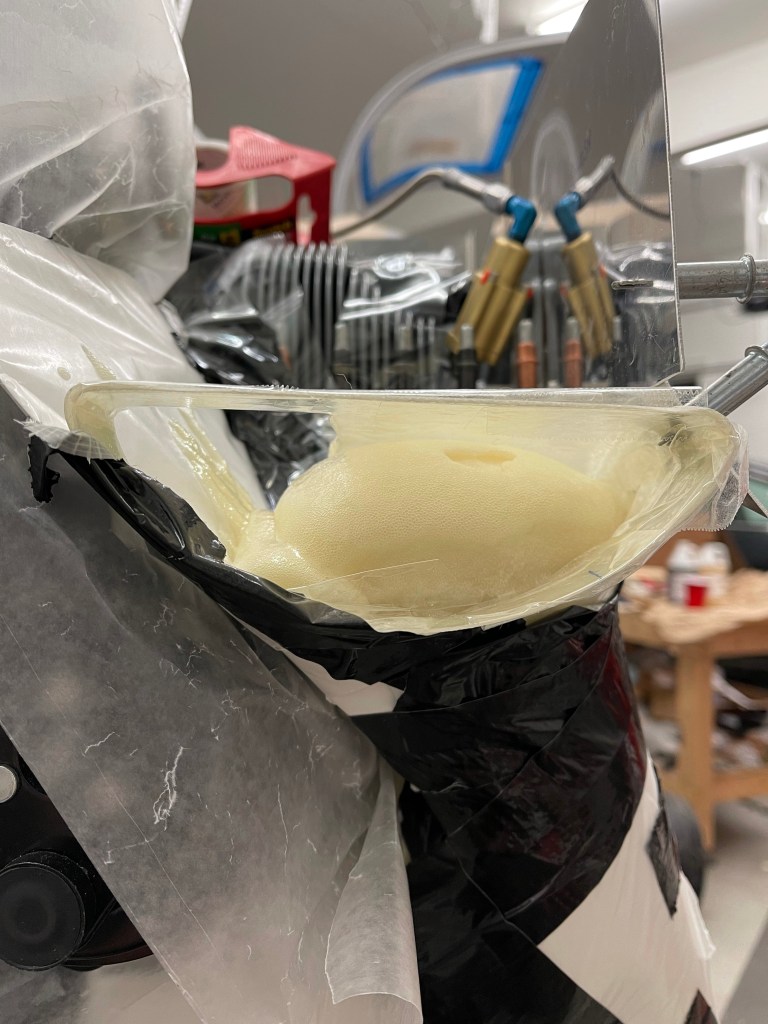
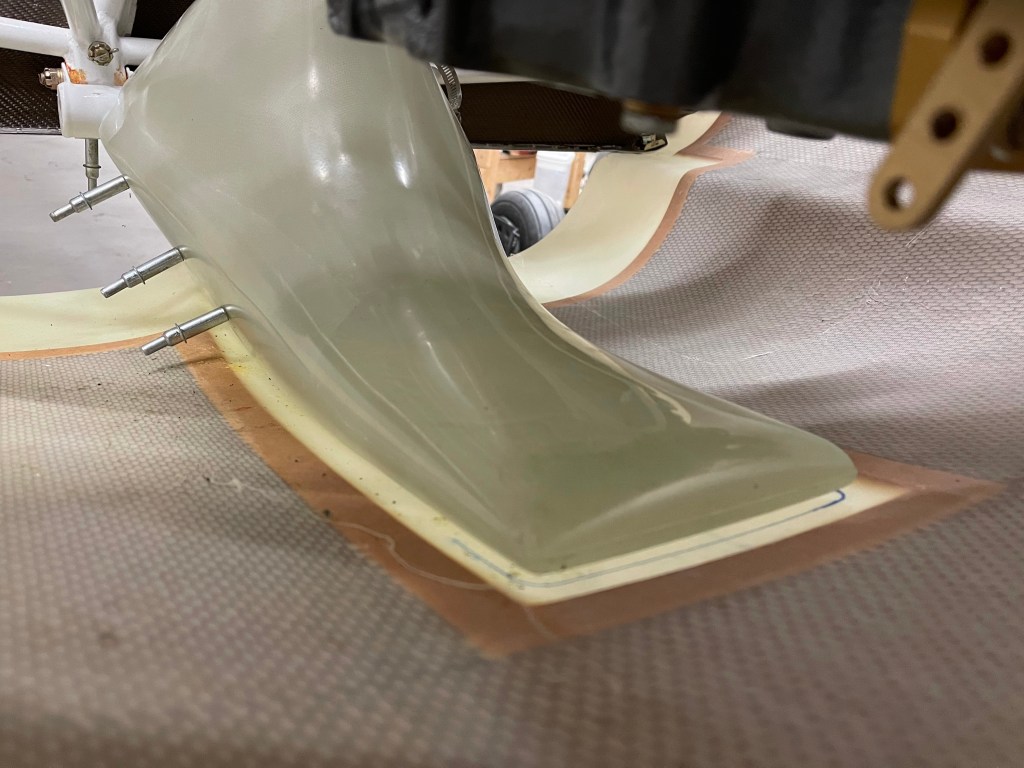
I finished it off with some micro and sanded it smooth.


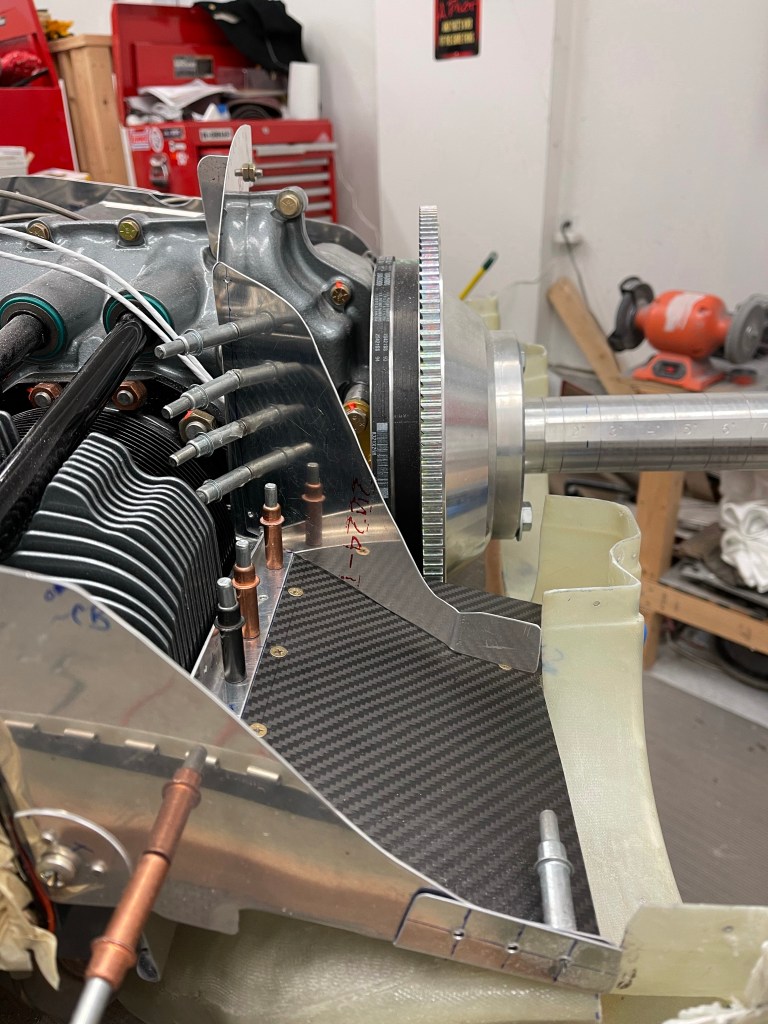
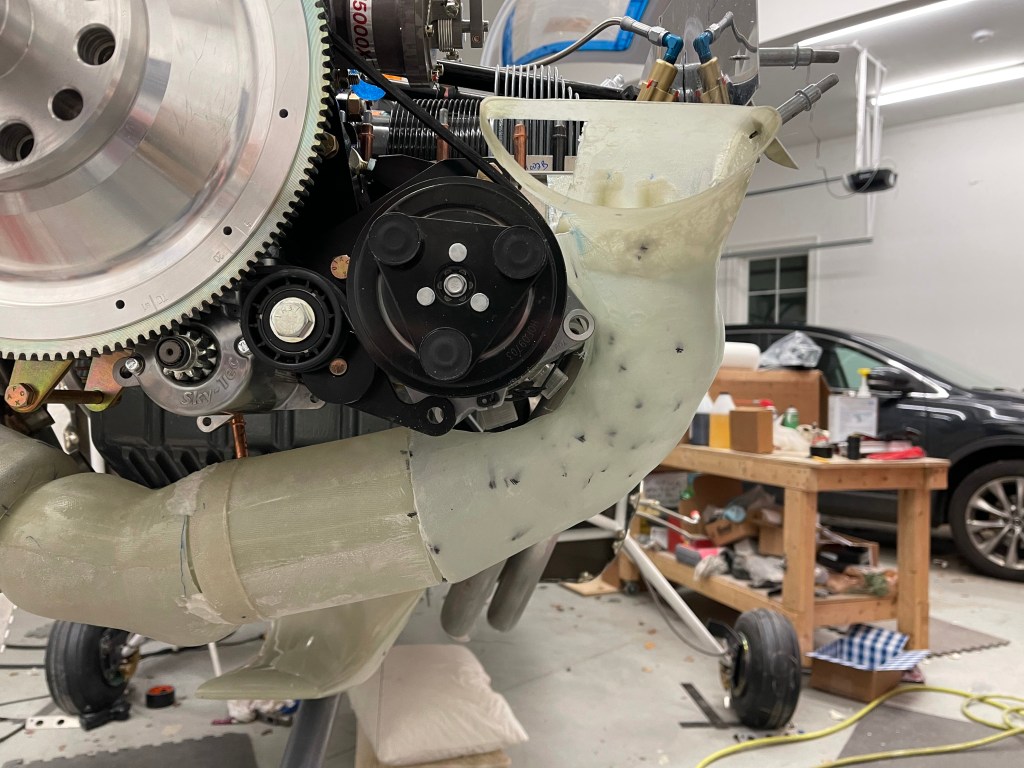
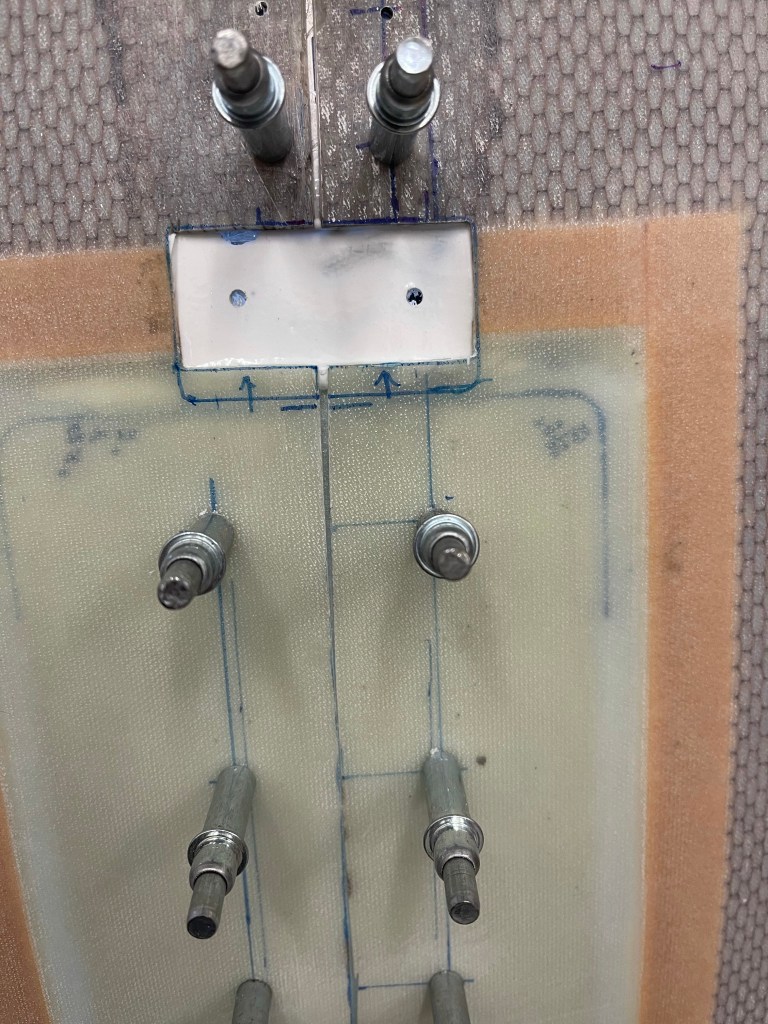
Another task I needed to figure out was how to feed air into the left side heat muff. With the AC compressor installed on the engine there is no good way to use anything from the air inlet area like the stock setup does. The only options I saw were to feed it from the aft baffle (like the right side does), feed it from the left intake snorkel, pull from the right inlet area (but this is also tight with the alternator over there), or add NACA vents to the lower cowl.
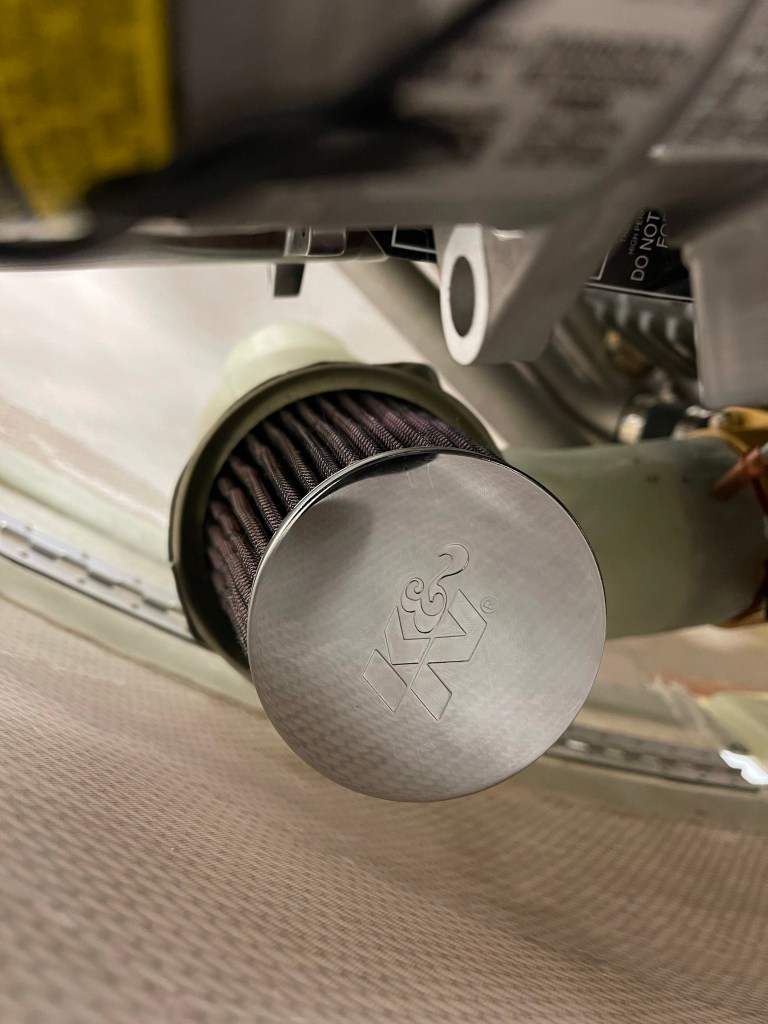
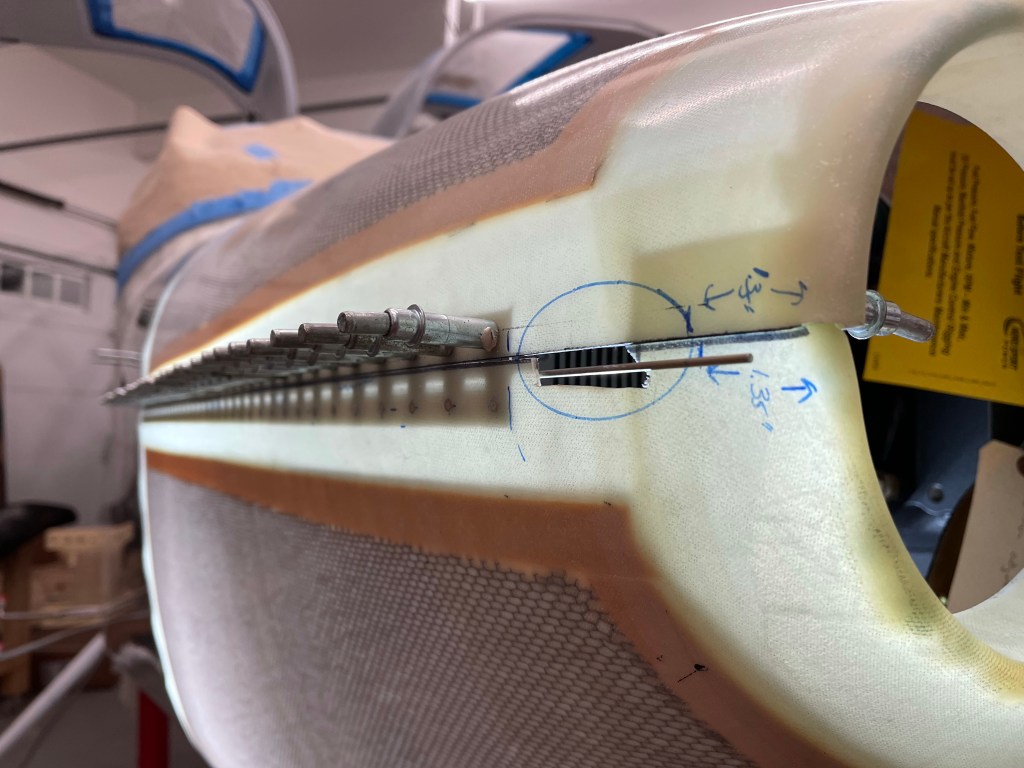
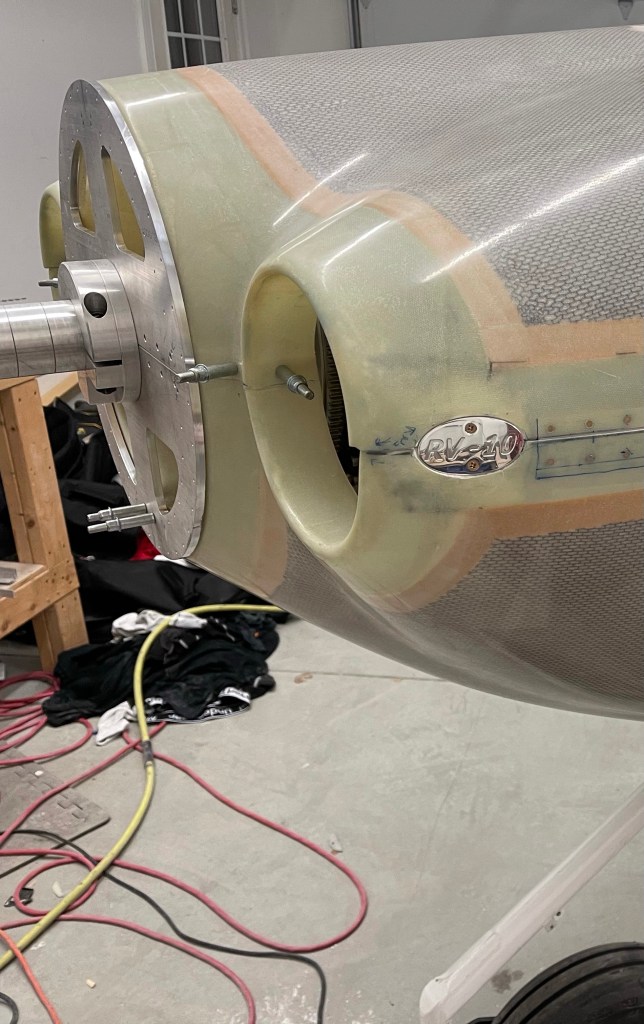
I’ve decided on pulling from the left intake snorkel. This does steal some combustion air , but the Showplane’s setup is designed to only need air from one side to be sufficient. So I will add a 2″ SCAT tube between the locations shown with arrows below. Of course, I’m going to need to get a 180* setup for the #2 cylinder heat muff from Custom Aircraft parts instead of the normal 62.5* one I have now. This will have air come in from the outside of the exhaust and intake tubes to the engine and the outlet will be on the inside of those tubes feeding the left heat box.

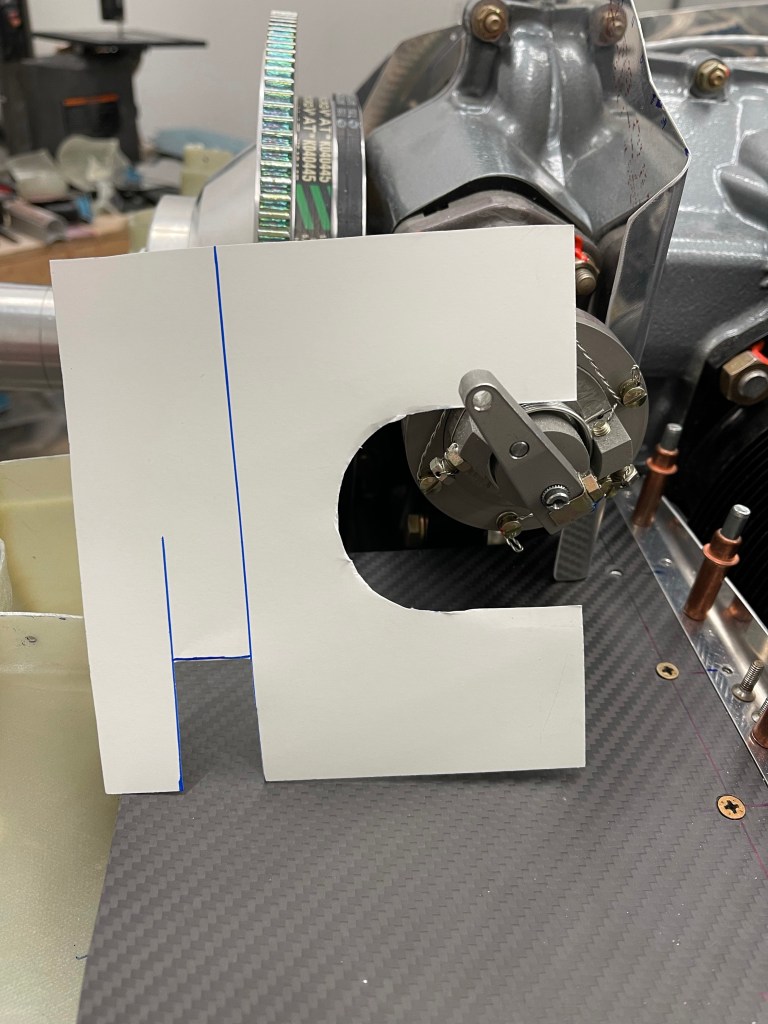
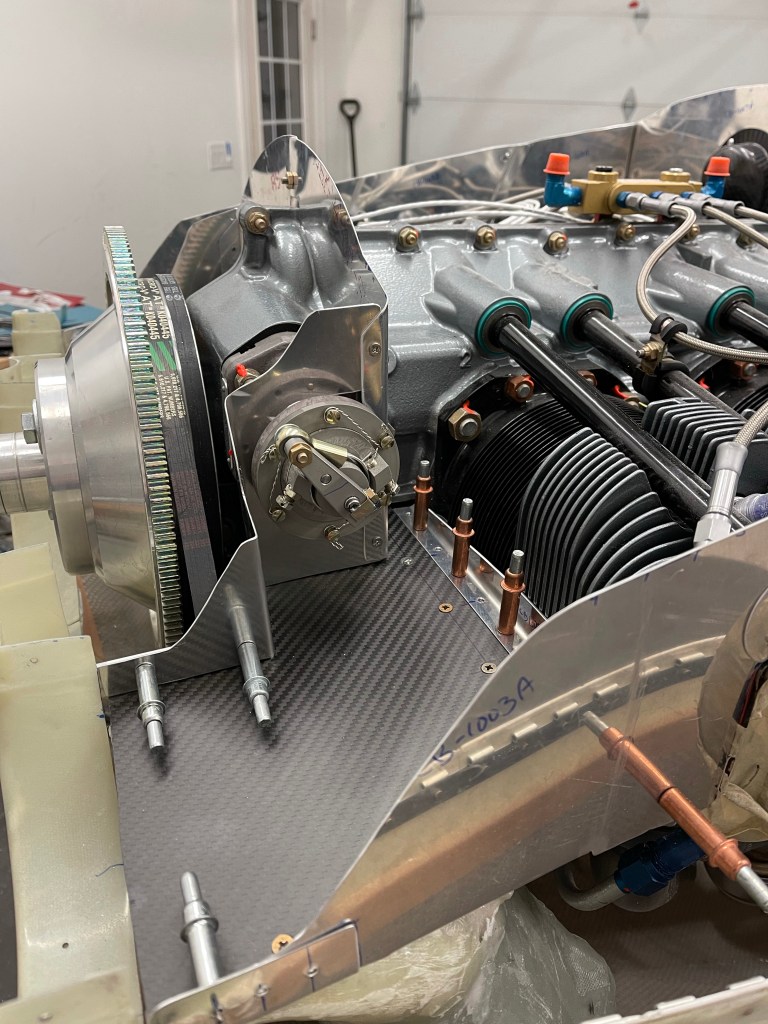
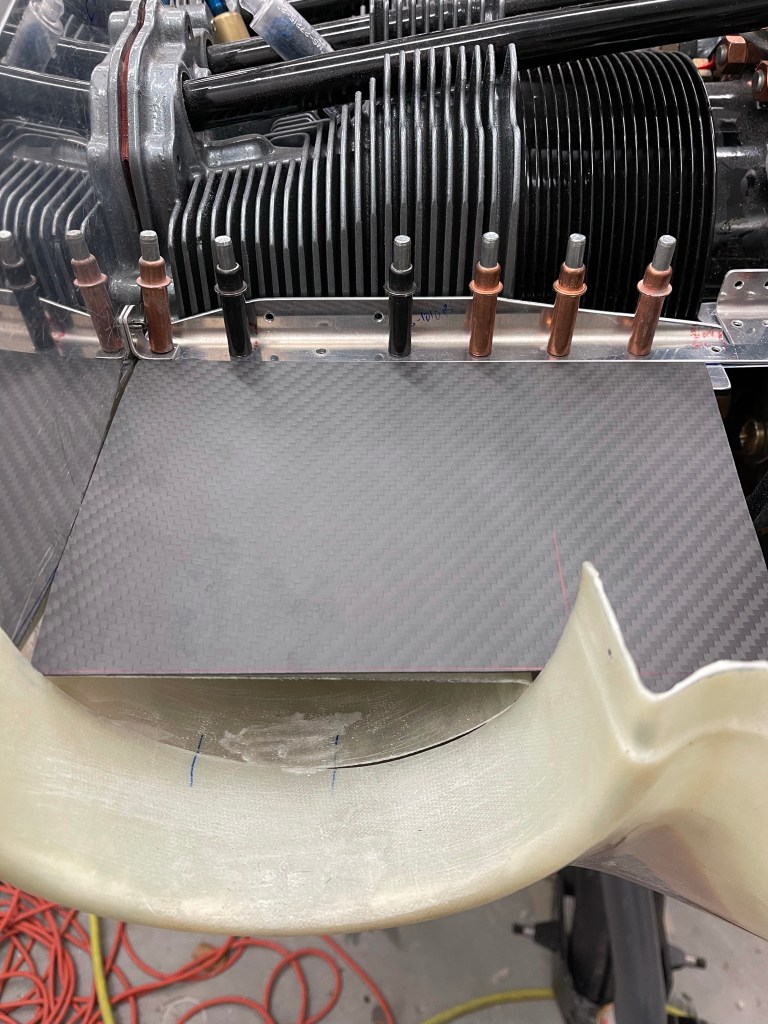
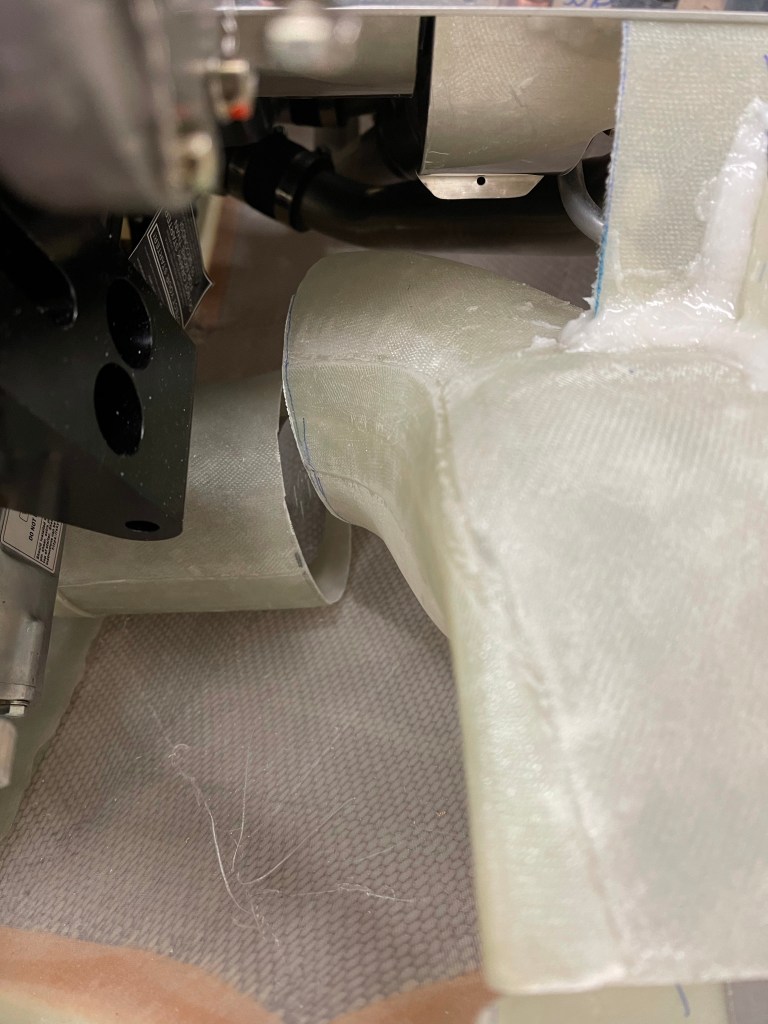
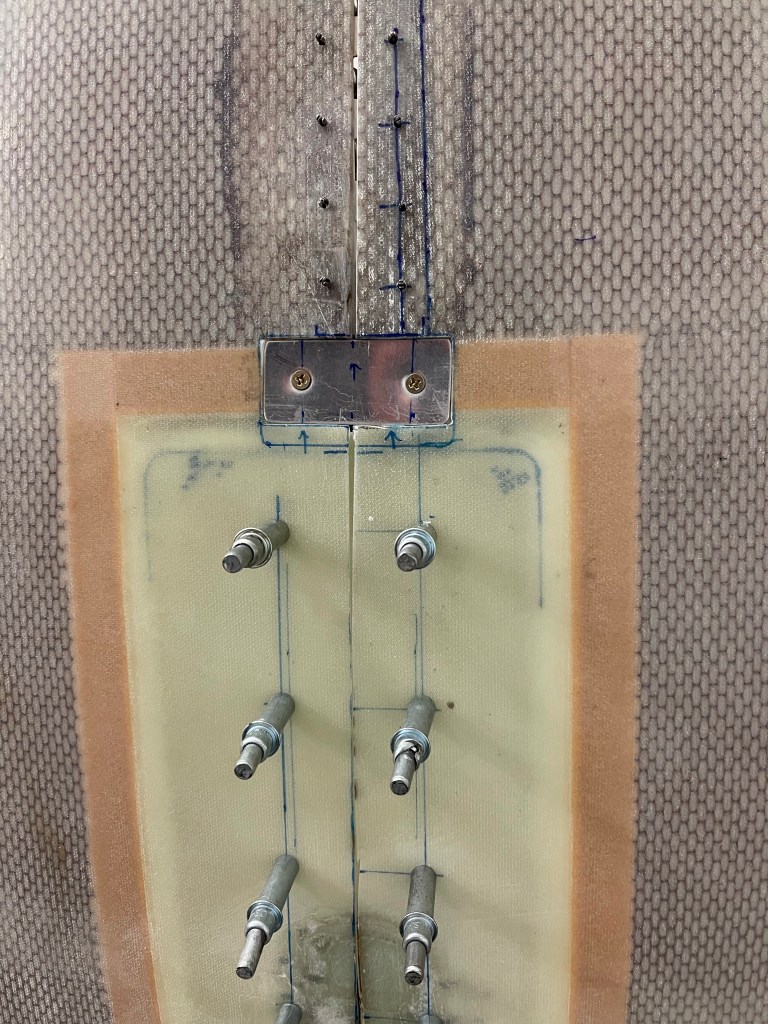
A rough mock-up of where the 2″ SCAT tube will go. There seems to be sufficient space between the lower cowl and the engine to do this.

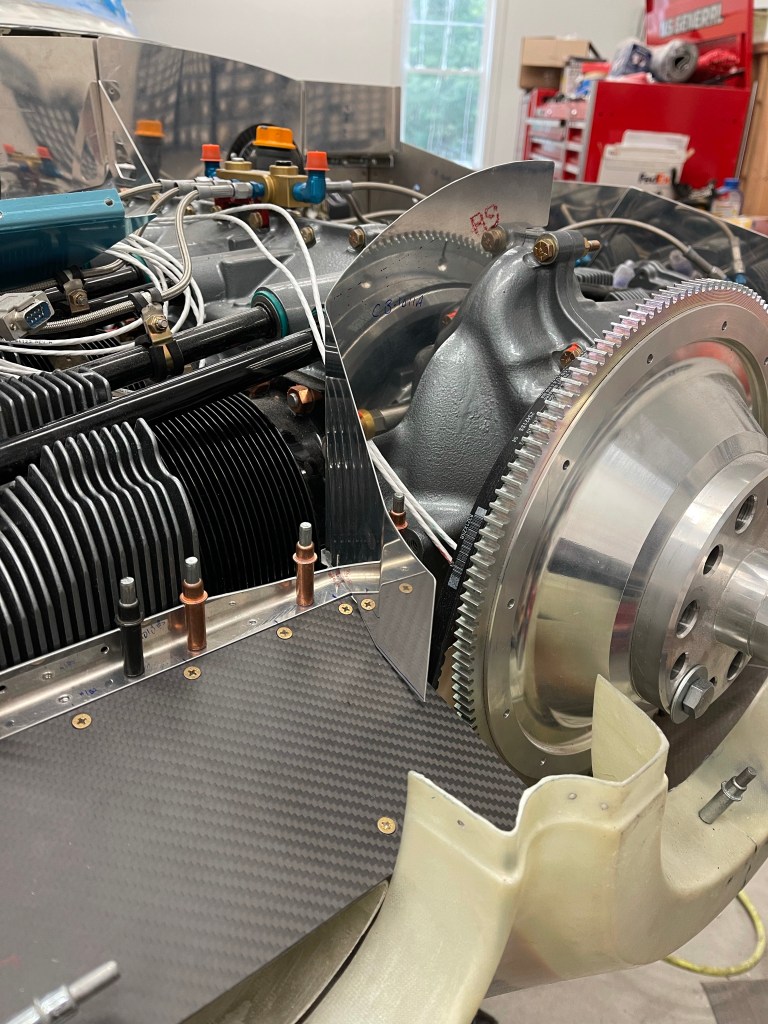
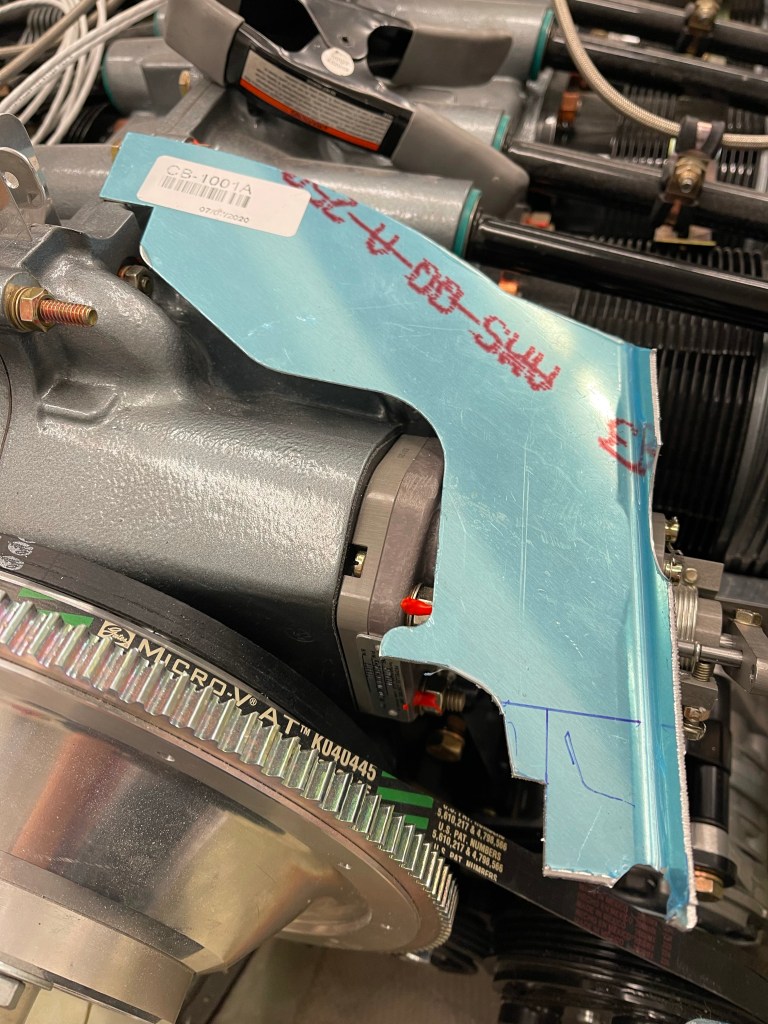
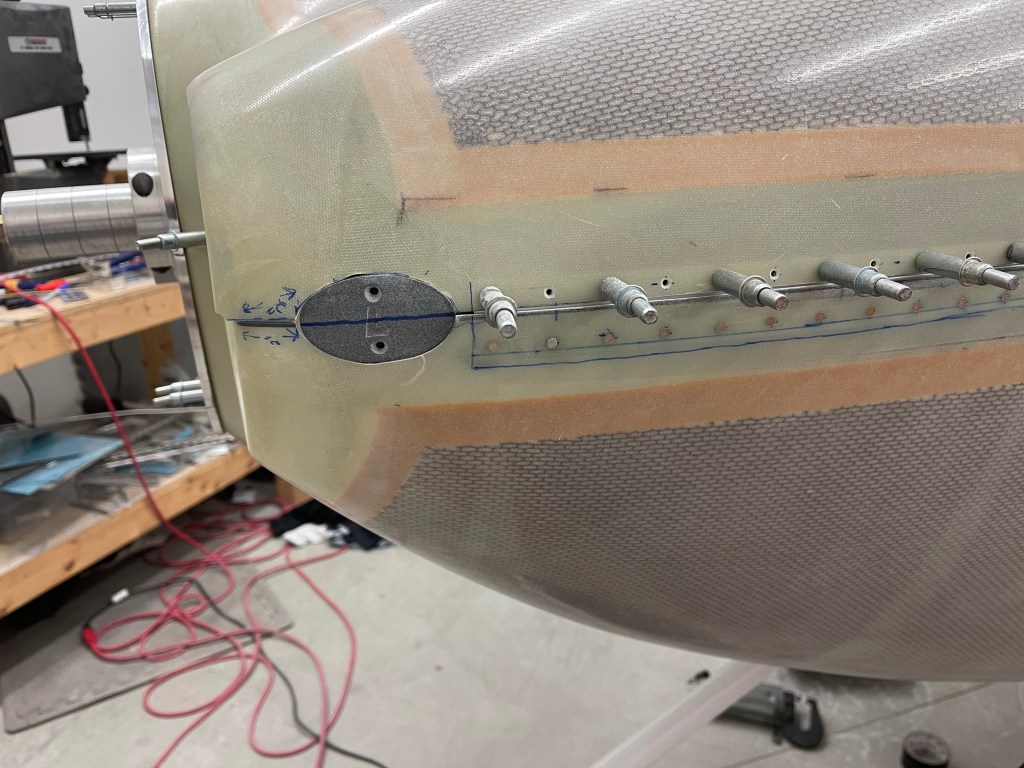
A rough approximation of where the inlet to the heat muff will be.

In talking to Clinton about this, he’s also been fighting some cracking in the exhaust on the left side. He had previously sent me a support setup for the exhaust to help with vibration, which I have, but haven’t done anything with it quite yet. He asked that I install my exhaust and check for any interference with the intake tubes and in the end, I’ll need to send my entire left side of the exhaust back to him for modification to help prevent cracking in the future.


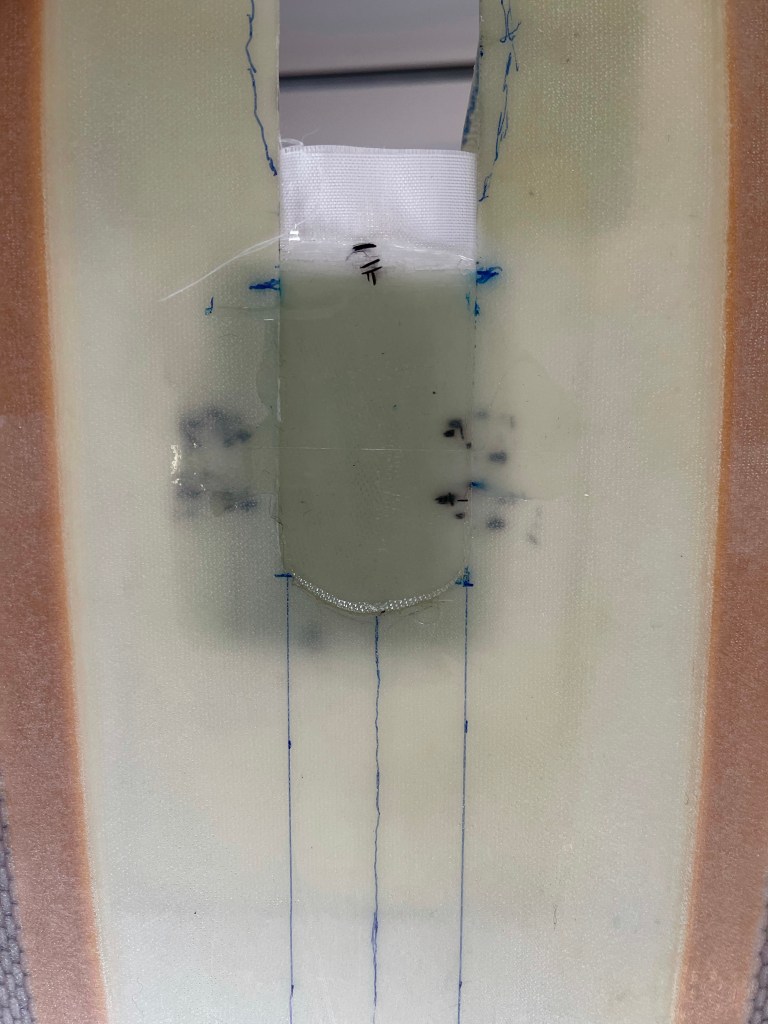
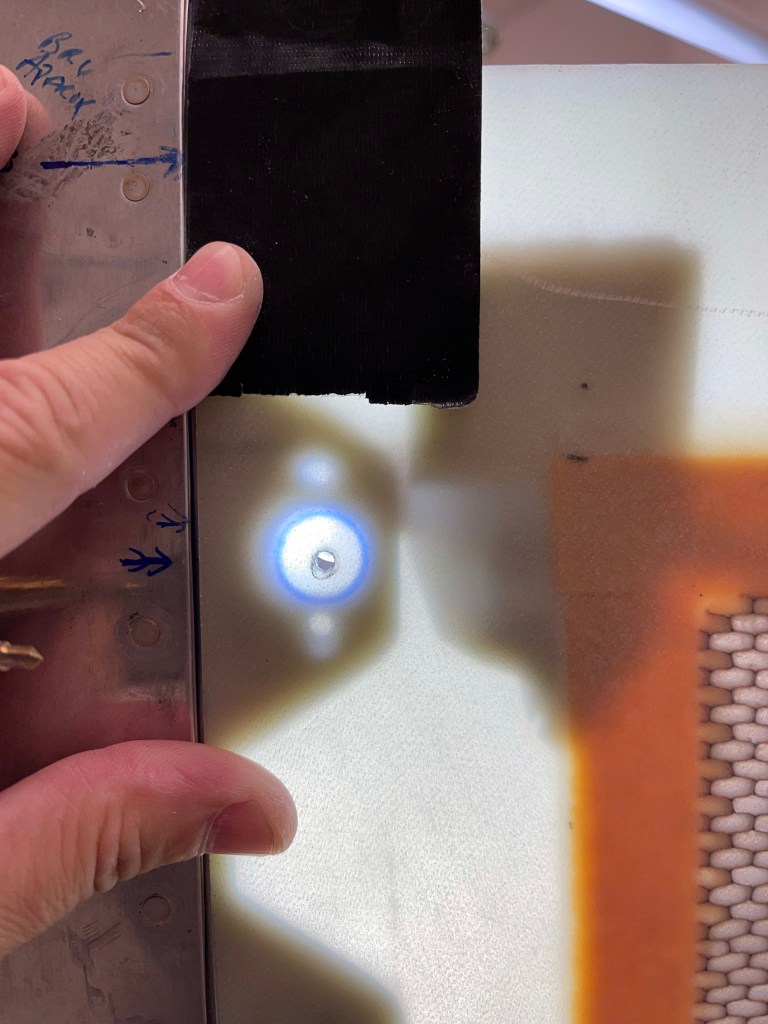
While sending it back, I’m also going to have him “stud” the heat muffs on both sides (as shown below) to allow for some better heat transfer. I didn’t know about this option prior to ordering and it apparently helps get some more heat for the colder months. The stock Vetterman exhaust is known to have too much heat, but that’s not always the case with the Custom system.